





Close-up on REP's Injection Units
 The strong point of REP injection: it simply has no weak points.
The strong point of REP injection: it simply has no weak points.
The design of the REP injection unit enables elastomers within a large range of viscosity and hardness to be easily fed and injected. This is without equal on the market.
The expert's opinion

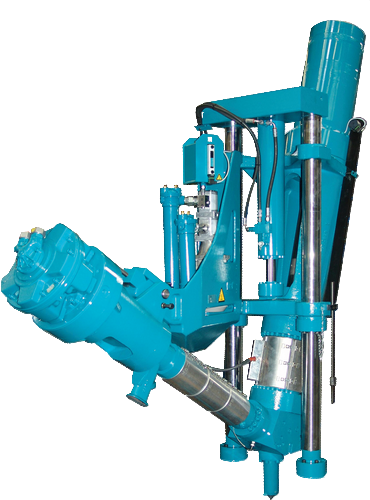
The Y-structure: is a proven principle. The separation of the plasticization and injection functions, associated with the regulation system, gives the entire injection unit unrivalled accuracy and regularity in the elastomer injection process.
For the same volume, the REP injection technique, with separation of the plasticizing and injection functions, means an injection plunger diameter 25% smaller than with the FIFO technique. For the same injected volume, the REP injection unit is twice as accurate as a FIFO injection unit. Metering accuracy is further improved by programming the extruder to slow down before the set point is reached.Laurent Terrier, Product and Service Development Director
From feeding to injection, the right answers at every key area
Want to learn the basics about injection molding? See REP''s Tutorial
Preventing feed strip rupture, means preventing production hold-ups.
 Feed: Intake chamber with a helicoidal sleeve.
Feed: Intake chamber with a helicoidal sleeve.
Progressive start and stop of the extruder to prevent any risk of feed strip rupture.
Controlling the temperature at all points guarantees high-quality parts.

Rigorous temperature control through-out all phases of the mixing process.
Material probe at the extruder output for perfect control of self-heating.
Bringing the material to the ideal temperature means saving cycle time.
 Regulator fitted on the injection unit, with two short and independent circuits, makes it possible, with fast response times, to homogenise the temperature and to ensure precise regulation which is therefore without risk.
Regulator fitted on the injection unit, with two short and independent circuits, makes it possible, with fast response times, to homogenise the temperature and to ensure precise regulation which is therefore without risk.
Perfect control of shot size will prevent compound loss and the deflashing of parts.
 Shot size metering accuracy is ensured by a check-valve with a short consistent stroke and a perfect seal.
Shot size metering accuracy is ensured by a check-valve with a short consistent stroke and a perfect seal.
Material flow with low restrictions means preventing spoiled and stagnating compounds.
 The shape of the valve ensures an effective sweep and perfect renewal of the material with each cycle. The direct injection runner reduces head pressure drops.
The shape of the valve ensures an effective sweep and perfect renewal of the material with each cycle. The direct injection runner reduces head pressure drops.
Easy extruder removal means reduced cleaning time.
 In the case of compounds with widely varying viscosity, the extruder-uncoupling device ensures rapid cleaning of the screw and the check-valve area.
In the case of compounds with widely varying viscosity, the extruder-uncoupling device ensures rapid cleaning of the screw and the check-valve area.
Controlling expansion means a longer life.
 The traverse casting, "free"-mounted on the extruder-side absorbs thermal expansion and adjusting rings are used to ensure accurate centering of the injection unit.
The traverse casting, "free"-mounted on the extruder-side absorbs thermal expansion and adjusting rings are used to ensure accurate centering of the injection unit.
Adapting to individual circumstances means offering access to all production processes.
 For special cases,injection units can be produced for the injection of low viscosity or liquid silicone and thermoplastic elastomers using a 30-litre silicone stuffer.
For special cases,injection units can be produced for the injection of low viscosity or liquid silicone and thermoplastic elastomers using a 30-litre silicone stuffer.
